



CLUM ultrafine vertical roller mill integrates the functions of grinding, drying, powder selection, modification, and pneumatic conveying.
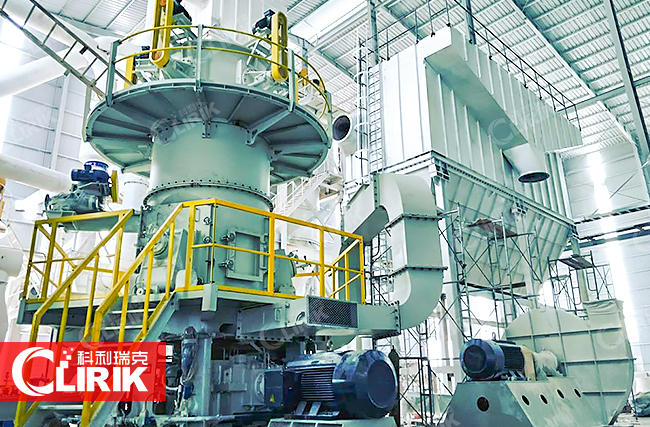
CLUM large ultra-fine vertical mill is especially suitable for the production of filler in large paper mills and coating grade calcium carbonate.
It is suitable for large-scale ultrafine powder processing enterprises.
The ultra-fine powder products produced by this equipment are widely used in papermaking, plastics, rubber, PVC, wire and cable, artificial stone, paint and coatings and other industries.
1. CLUM ultrafine vertical mill uses the principle of grinding machine for ultra-fine grinding, avoiding the impact and wear between metals, with less metal wear and high product whiteness;
2. The ultrafine vertical roller mill adopts a circulating air type grinding mill with a built-in high-efficiency classifier, which avoids the phenomenon of over-grinding, thus reducing the consumption of wasted power, with high grinding efficiency and low energy consumption;
3. The conveying of the finished products of the ultra-fine vertical mill can be carried out in two ways: the elevator conveying method and the pneumatic conveying method, which is simple and convenient, and easy to operate and control.
4. The whole set of technological process is simple, the single-machine output is large, the sealing performance is good, the negative pressure operation is free of dust, the product quality control is fast, and the product replacement is flexible.
5. The ultrafine vertical mill system developed by CLIRIK® adopts the advanced Siemens PLC automatic control system to realize intelligent and automatic control. During the production process, the equipment runs smoothly, the quality of the produced ultrafine powder is very stable, and the particle size distribution is narrow.
The main motor of the vertical mill drives the grinding disc in the mill to rotate through the reducer. The grinding roller rotates under the friction of the materials on the grinding disc.
The materials pass through the star feed valve. After the first and second stage feeding screw machines fall into the center of the grinding disc from the feeding port, they move to the edge of the grinding disc under the action of centrifugal force.
When passing through the grinding track, they are meshed between the grinding roller and the grinding disc for rolling and crushing.
The crushing pressure of the grinding roller relative to the material and the grinding plate is provided by the stretching device of the hydraulic cylinder (the appropriate crushing pressure can be adjusted according to the working conditions of producing different product fineness).
During the grinding process, the material is subjected to the pressure of the grinding roll and the shear force generated by the movement between the grinding disc and the grinding roll.
After the materials are extruded, a material bed is formed on the grinder track (the thickness of the material bed is determined by the height of the grinding disc retaining ring), and the mutual extrusion and friction between the material particles in the material bed cause the edges and edges to peel off, which plays a role in further crushing.
The milled material continues to move to the edge of the disc until it overflows out of the disc.
A scraper with special structure is designed on the edge of the grinding roller, which can continuously guide the materials under the grinding roll for extrusion.
An induced draft ring is set around the grinding plate. The air flow from the high-pressure fan is brought up by the induced draft ring from the bottom to the top at a high speed.
The overflowing materials rise and enter the classifier at the top for coarse and fine classification. The coarse powder is returned to the grinding plate for grinding.
The fine powder meeting the fineness requirements is used as the finished product.
With the air flow belt to the upper outlet of the casing, it enters the dust collector for collection, and can be packaged and delivered out of the warehouse after being sent to the finished product warehouse by the pneumatic conveying system.
The rising air flow at the induced draft ring also allows the particles with large specific gravity in the material to fall under the induced draft ring, discharge from the slag discharge port at the lower part of the mill, and return to the feeding system by the return screw to re-enter the mill.
It is estimated that before each particle entering the vertical mill becomes a finished product, it moves back and forth in the mill roll and updraft for dozens or even hundreds of times, which is actually a process of multiple crushing.
| Model Item | CLUM1425 | CLUM1632 | CLUM1736 |
| Working Diameters(mm) | 1400 | 1600 | 1700 |
| Number of rollers(pieces) | 3 | 3 | 3 |
| Number of classifier(pieces) | 5 | 7 | 7 |
| Power of classifier(Kw) | 5X15 | 7X15 | 7X(15~18.5) |
| Main unit power (Kw) | 250 | 315 | 355 |
| Blower power(Kw) | 200 | 250 | 315 |
| Feed size (mm) | <10mm | <10mm | <10mm |
| Moisture of feeding material | <3% | <3% | <3% |
| Less than 2μm=34% output(t/h) | 11-14 | 13-17 | 15-19 |
| Less than 2μm=46% output(t/h) | 7-8 | 9-10 | 11-12 |
| Less than 2μm=60% output(t/h) | 3-4 | / | / |
*Material: based on calcite
*Particle size distribution: measured by micro laser diffraction particle size analyzer in British Malvern3000 instruments
| Measurement item | Unit | GCC | GCC | GCC | GCC | GCC |
|---|---|---|---|---|---|---|
| Output per hour | Ton | 1 1 .0 to 1 4 .0 | 9.0 to 10.0 | 8.0 ~9.0 _ | 5.0~6.5 | 3.0~4.5 |
| Specific surface area | cm2/g | 11500 ± 500 | 1 35 00±500 | 15 0 00±500 | 17000±500 | 19000±1000 |
| 325 mesh residual | % | 0.01 | 0.0 05 | 0.0 05 | 0 | 0 |
| Less than 2um content | % | 3 4 | 38 | 43 | 50 | 58 |
| Average particle size: D50 | um | 4.2 | 3.6 _ | 2.7 _ | 1.85 | 1.6 _ |
| Particle size distribution: D97 | um | 23 | 20 | 17 | 10 | 9 |
| Particle size cut point | um | 45 | 42 | 35 | 28 | 19 |
| Moisture | % | 0.3 or less | 0.3 or less | 0.3 or less | 0.3 or less | 0.3 or less |
| Energy consumption | KW/Ton | 38~40 | 40~50 | 47 to 54 | 60 to 85 | 125 to 150 |
| True specific gravity | tons/m3 | 2.7 | 2.7 | 2.7 | 2.7 | 2.7 |
| Fake specific gravity | tons/m3 | 1.18 | 1.14 | 0.94 | 0.85 | 0.74 |
| Material whiteness | 98 | 98 and above | 98 and above | 98 and above | 98 and above | 98 and above |
| Moisture | % | 0.4 | Below 0.4 | Below 0.4 | Below 0.4 | Below 0.4 |
| pH value | 9.5±0.5 | 9.5±0.5 | 9.5±0.5 | 9.5±0.5 | 9.5±0.5 | |
| Combustion value | % | 43.4 | 43.4 | 43.4 | 43.4 | 43.4 |
| SiO2 content | % | 0.2 | Below 0.2 | Below 0.2 | Below 0.2 | Below 0.2 |
| Fe content | % | 0.02 | Below 0.02 | Below 0.02 | Below 0.02 | Below 0.02 |
| CaCO3 content | % | 98 | 98 and above | 98 and above | 98 and above | 98 and above |
| Oil absorption | cc/100g | twenty four | twenty two | 26 | 27 | 29 |
*Note: GCC means ground calcium carbonate
CLIRIK® focuses on the turnkey project of a complete set of ultra-fine powder production lines in the field of ultra-fine powder from the design, manufacture, installation, commissioning, and training of complete sets of equipment and processes such as crushing, conveying, grinding, grading, modification, etc., and enhances high-quality after-sales service and technical support.

Continuously improving the service life of wearing parts, increasing the production capacity of the production line, reducing the unit consumption of the product, and further improving the quality of the product has always been the eternal pursuit goals of all our staff at CLIRIK. Customer recognition and satisfaction are the highest honors for our CLIRIK employees.
+86(021)58974855
No.19, Fuqing Rd, Pudong New Area, Shanghai, China.
ALL RIGHTS RESERVED © CLIRIK












